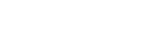



El detalle de espesores de los distintos materiales se ve reflejado en el siguiente cuadro:
El espesor de la capa de zinc varía de acuerdo al tipo de acero que se galvanice. A menor presencia de carbono y de otros elementos de aleación en el material virgen, mayor será el espesor de la capa de zinc, requiriendo menor tiempo de inmersión para lograr el espesor óptimo.
El concepto de control de calidad se refiere no solo al producto final, sino a la calidad de las materias primas que forman parte del proceso de galvanización, y que hacen al nivel del producto terminado.
Cada insumo, que ingresa a la planta cuenta con certificado de calidad exigido a nuestros proveedores. La calidad de los insumos es controlada periódicamente para asegurar su pureza, en laboratorios propios o contratados.
El control de calidad de los productos terminados tiene como fin, asegurar que el material llegue a nuestros clientes en perfecto estado, realizándose controles aleatorios en todos los lotes de producción.
Galvasa realiza entregas de mercadería con protocolo de calidad, cuando el cliente lo pide. Los controles que se realizan antes de entregar un producto, permiten cumplir con los estándares de las normas nacionales e internacionales de galvanización.
Toda pieza galvanizada debe soportar las cantidades normalizadas según (ASTM A 239) de inmersiones de un minuto cada una en solución de sulfato de cobre (CuSo4), antes de formarse incrustaciones de cobre y luego de desalojada la capa de aleación de zinc (Ensayo Preece).
La capa de aleación de zinc deberá cumplir con medidas normalizadas de espesor ASTM A 123 y ASTM A 153, dependiendo del tipo de pieza, cuyas mediciones se tomarán en no menos de 5 ó 10 lecturas, realizadas según tamaño y tipo de pieza, a criterio del ente que requiera la inspección.
La capa de aleación de zinc debe presentar firme adherencia al material base.
Los métodos utilizados para el análisis son:
Método de martillo basculante según norma ASTM A 123 7.4.2 y ASTM A 153 8.4.2
Método de cuchillo normalizado según ASTM A 123 7.4.1 y ASTM A 153 8.4.1